







Внедрение вакуумной пайки алюминиевого теплообменника В настоящее время алюминиевые плоскотрубные теплообменники все шире используются в автомобильных кондиционерах. Поскольку этот теплообменник принимает цельносварную структуру, расчетный показатель его собственной эффективности теплообмена выше, чем у трубчато-ребристых теплообменников....
Внедрение вакуумной пайки алюминиевого теплообменника
В настоящее время алюминиевые плоскотрубные теплообменники все шире используются в автомобильных кондиционерах. Поскольку этот теплообменник принимает цельносварную структуру, расчетный показатель его собственной эффективности теплообмена выше, чем у трубчато-ребристых теплообменников. 10%, а при ухабистой вибрации автомобиля он не снизит эффективность теплообмена и срок службы за счет своей целостности. В процессе производства процесс пайки играет ключевую роль.
Обработка вакуумной пайки алюминиевого теплообменника
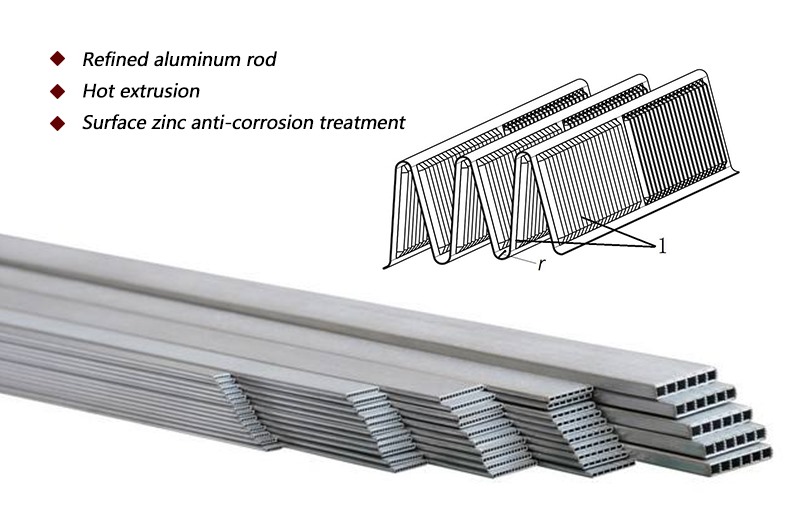
Материал алюминиевого плоскотрубного радиатора L0. и LF21, поэтому он должен использовать припой на основе алюминия при пайке, а также может использоваться алюминиево-кремниевый припой (Bal90Si). Температура нагрева, в случае обеспечения проникновения пайки, подходящее время выдержки пайки 3-5 минут. Когда температура пайки ниже 500 ° C, можно использовать более высокую скорость нагрева (около 10 ° C / мин) и более длительное время удержания, а также два удерживающие секции, в то время как выше 500 ° C можно использовать более медленную скорость нагрева. Скорость нагрева составляет 4-5 ° C / мин, а время выдержки коротко для достижения идеального сочетания качества пайки и эффективности. После того, как теплосохранение пайки завершено, скорость охлаждения соответствующим образом ускоряется, что выгодно для уточнения структуры волокнистого шва и уменьшения сегрегации дендрита, тем самым улучшая прочность пайки. Однако, если скорость охлаждения слишком высока, это может вызвать чрезмерную термическую нагрузку на сварной шов. Для трещин обычно можно использовать скорость охлаждения 15-20°C/мин.
Особенности вакуумной пайки алюминиевого теплообменника
Поскольку контроль температуры вакуумной пайки может осуществляться компьютером, он может строго достигать температуры и времени, необходимых для пайки, а равномерность температуры может достигать ± 3 °C, поэтому он очень подходит для вакуумной пайки алюминиевых радиаторов. И его вакуумная пайка не имеет загрязнений, флюса, очистки до и после сварки (только обезжиривание перед сваркой), проста в эксплуатации, высокая степень автоматизации и высокая производительность при оптимизированном контроле спецификаций. Себестоимость изготовления низкая при предпосылках массового производства. Конечно, он также имеет определенные недостатки, такие как высокое энергопотребление, высокие экологические требования к оборудованию, пылезащита и воздушная сушка, а также высокие затраты на техническое обслуживание оборудования.






